



L'atelier edimate
Découvrez notre atelier ainsi que notre savoir-faire pour vous proposer des produits d’exception
Navigation
Notre Histoire
EDIMATE ET SON ÉQUIPE SONT ACTIFS DANS LE SECTEUR DU FORMAGE INCRÉMENTAL DES MÉTAUX (REPOUSSAGE ET FLUOTOURNAGE) DEPUIS plus DE 30 années. INITIALEMENT EDIMATE FUT AGENCE COMMERCIALE CONCERNANT LA VENTE DE MACHINE DE REPOUSSAGE ET FLUOTOURNAGE AINSI QUE D’OUTILS ET CONSULtant SUR CES PROCESS DE FORMAGE.
DEPUIS 2019, NOUS AVONS ETUDIÉ, RÉALISÉ ET DÉVELOPPÉ:
NOTRE DE PROPRE procédé DE REPOUSSAGE ET FLUOTOURNAGE DES MÉTAUX:
PROCédé ET PROTOCOLE DE FORMAGE.
OUTILS DE FORMAGE (molettes et brunissoirs).
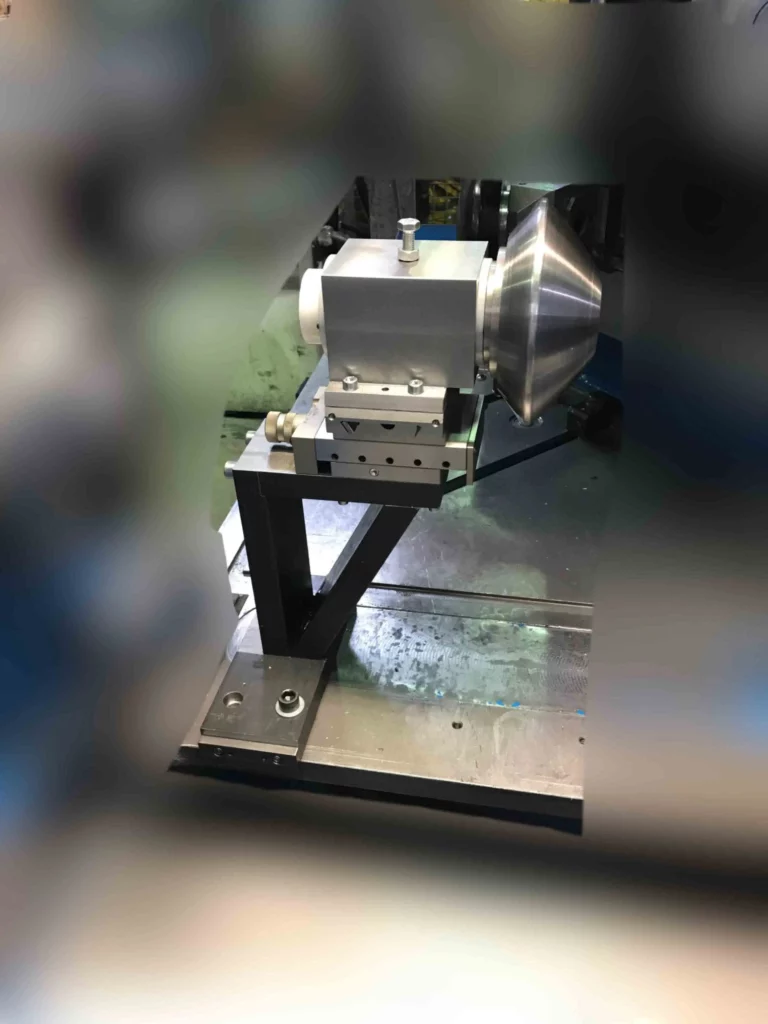
MACHINE À AXE VERTICAL DANS UN OBJECTIF DE MAITRISE DU PROCÉDÉ ET DE PRÉCISION.
MÉTHODOLOGIE DE CALCUL DES GAMMES DE FORMAGE FONCTION De la conception DES COMPOSANTS ET DES CARACTÉRISTIQUES MÉCANIQUES DES MÉTAUX À FORMER. CONCEPTION PRODUIT / PROCédé.
Nous intervenons également dans le domaine de l’industrie pour le développement de nouveaux projets sur la base du repoussage et fluotournage. L’objectif est de rationnaliser la matière première de départ et d’élaborer des produits calculés à caractéristiques mécanique optimisées
Nos produits - de la conception à la réalisation
Dans la réalisation de nos produits, un grand nombre de procédé sont requis pour vous garantir des articles de qualité supérieure. Nous maîtrisons tous ces procédés en interne pour vous mettre en avant des articles entièrement Made in France, avec l’humain mis en valeur à chaque étape, donnant une véritable valeur à l’appellation « Artisanale ». La contribution manuelle à nos produits se fait par la réalisation d’outils, la réalisation du produit en lui-même puis ses étapes de finition.
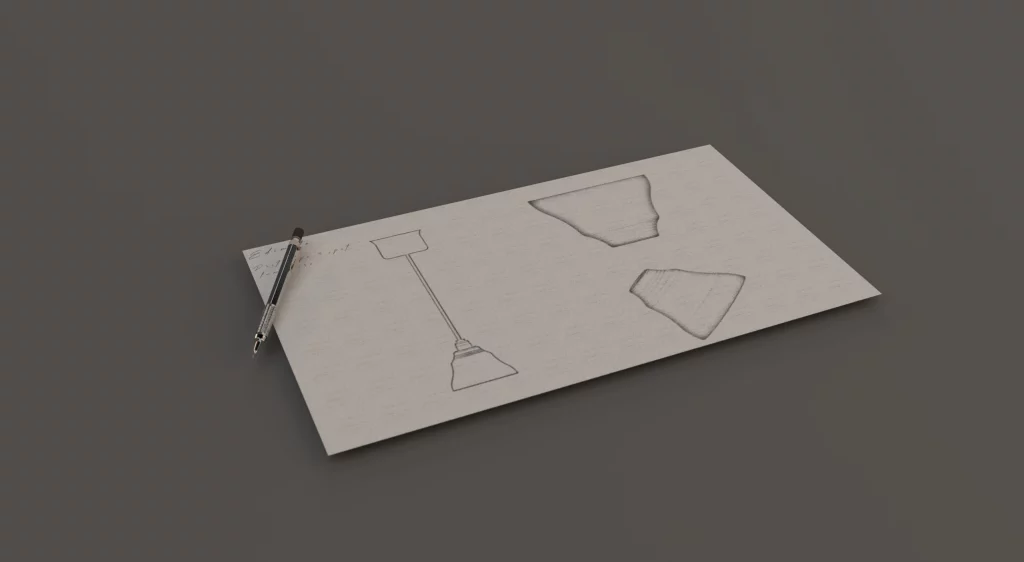
Esquisse produit
Chez EDIMATE, un projet commence toujours par une feuille blanche. Nous faisons plusieurs esquisses pour ébaucher les lignes générales du produit. Une fois l’esthétique générale du produit validée, nous établissons une cotation pour établir ses dimensions et ainsi définir les proportions du produit final. Nous étudions également le design, comment fonctionne le produit, comment le réaliser, comment l’optimiser.
Réalisation des outils nécessaires
Une fois toutes les étapes précédentes réalisées, le plan final est établi. Nous usinons le mandrin (partie intérieure de la pièce) sur lequel sera conformé le disque de matière première choisie par le client.
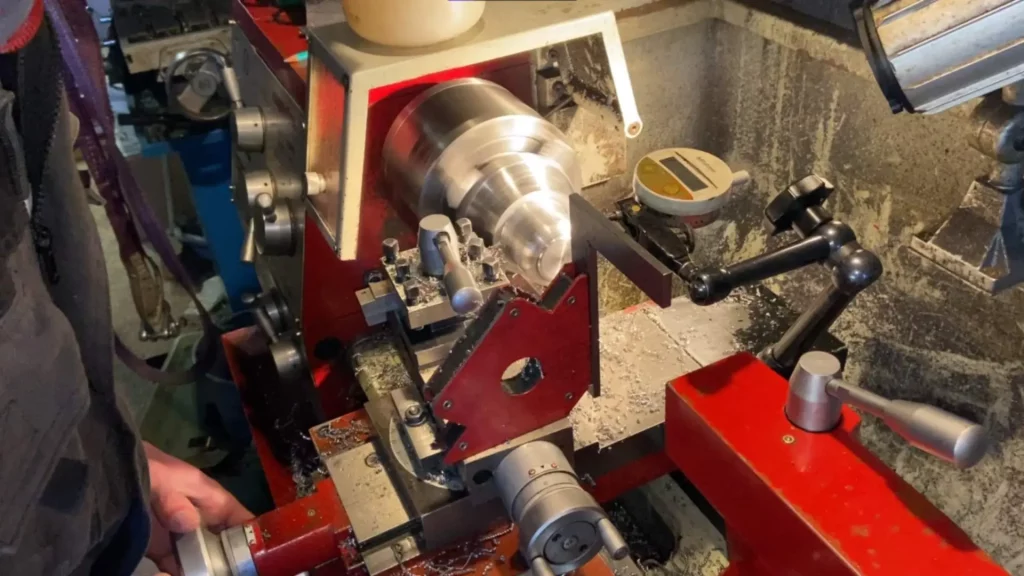
Réalisation du produit
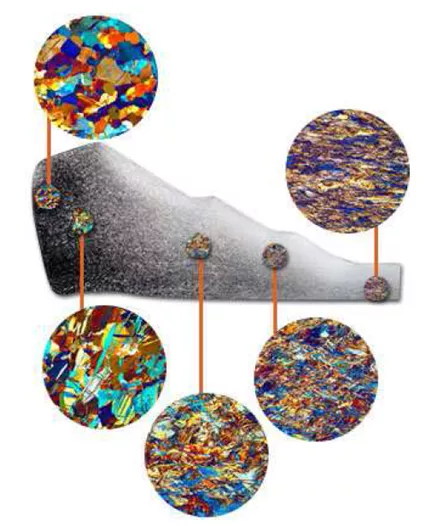
Une fois que tous les outils nécessaires sont usinés, nous passons à la réalisation du produit en lui-même. Dans le cas de ce produit, nous partons d’une feuille de cuivre pur à 99.9% d’épaisseur 1.2mm que nous venons découper en disque, base de tous nos produits. Nous le formons ensuite manuellement sur notre machine développée en interne selon le procédé de Formage Incrémental du Métal (Repoussage et Fluotournage) que nous avons complètement réétudié. Son avantage principal est l’augmentation des caractéristiques mécaniques du produit dû à l’absence d’apport de chaleur externe (recuit), conférant ainsi une durabilité plus importante et donc une meilleure tenue dans le temps. L’état de surface strié est obtenue grâce à la géométrie complexe de l’outil de formage (brunissoir), il est signature de notre procédé et gage d’authenticité. L’état de surface lisse interne est obtenu par conformation totale sur le mandrin dû au fluotournage.

Finitions
Pour terminer le produit, nous gravons au laser le dessous du produit avec EDIMATE, sa référence et Made in France. Nous appliquons par la suite une cire spécifique, réduisant l’entretien nécessaire sur le produit, pour le protéger contre la corrosion et les traces de doigts.

Vidéo récapitulative:
Les procédés maîtrisés
Formage incrémental des métaux (I.M.F.)
Les technologies de Formage Incrémental (Repoussage, fluotournage) appliquées aux composants axisymétriques à section annulaire confèrent aux composants une valeur ajoutée concurrentielle sur les facteurs suivants:
Rationalisation de la matière première nécessaire à l’élaboration des composants.
Allègement des composants à iso résistance via l’augmentation des caractéristiques mécaniques par la réduction d’épaisseur et l’écrouissage.
Capacité d’élongation supérieure de la matière pour les composants longs
Précision dimensionnelle, géométrique et état de surface
Synergie concernant les préformes avec les procédés tels que la découpe, l’emboutissage, le forgeage, l’extrusion, le moulage et l’usinage – Intégration dans un processus de production existant.
Appliqué principalement aux métaux ductiles, ces technologies sont applicables aux métaux ayant de moindre capacité de déformation: une zone de plasticité favorable à la mise en oeuvre est définie en travaillant les paramètres tels que la température et les contraintes de formage.
Les technologies de Formage Incrémental des Métaux existent depuis plusieurs décennies et sont parvenues au stade industriel par le développement des machines CNC
Ces technologies sont optimisées EDIMATE au niveau:
RIGIDITÉ ET STABILITÉ MACHINE (SPÉCIFIQUE).
PRÉCISION DES COMPOSANTS GÉNÉRÉS.
INTÉGRITÉ MÉTALLURGIQUE / STRICTIONS ET LA MAITRISE DE L’ÉCROUISSAGE.
AUGMENTATION DES CARACTÉRISTIQUES MÉCANIQUES DE LA MATIÈRE PREMIÈRE DE DÉPART.
ÉTAT DE SURFACE ET ASPECT.
RATIONNALISATION DE LA MATIÈRE PREMIÈRE DE DÉPART.
SYNERGIE IMF & USINAGE.
STRATÉGIE DE FORMAGE PAR RAPPORT À LA ZONE DE PLASTICITÉ SOUS CONTRAINTE DU MÉTAL CONSIDÉRÉ.
LUBRIFICATION / GRIPPAGE
Les technologies IMF deviennent les plus avancées en terme de:
Augmentation des caractéristiques mécaniques – Rm 2 à 8 fois plus élevés selon la matière première de départ
Réduction des épaisseurs de parois à iso résistance, allègement des structures de 30% à 70% selon matière première de départ
Fibrage composant
Repoussage
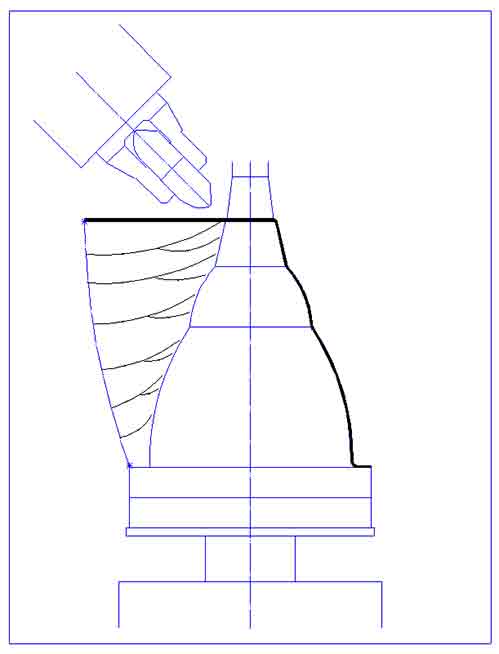
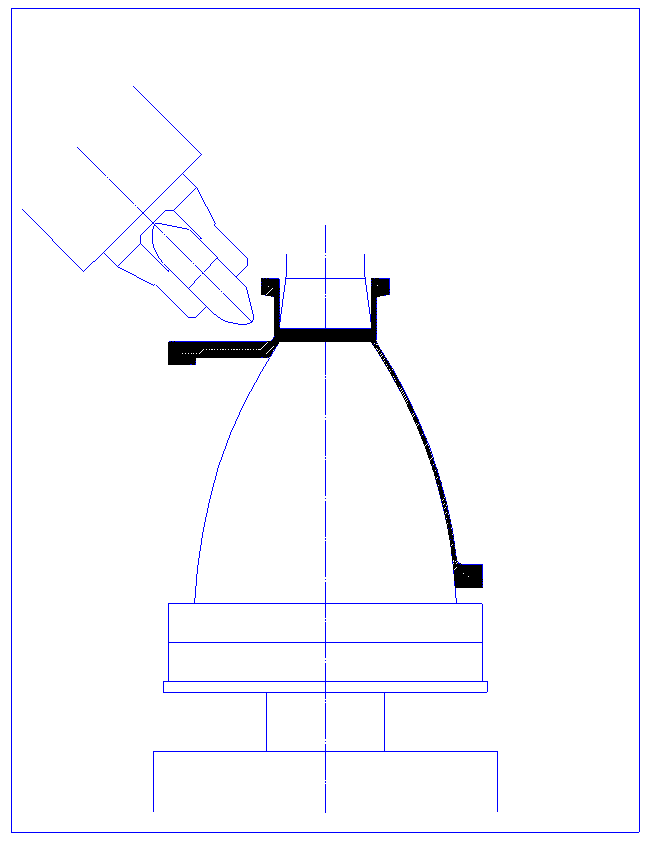
Le disque est centré et serré entre le mandrin (forme intérieur de la pièce à réaliser) et la contre pointe; la broche solidaire du mandrin assure l’entrainement en rotation de l’ensemble.
La pression exercée par l’outil axialement et radialement forme la matière par passes successives jusqu’à ce qu’elle s’ajuste à la forme du mandrin.
Ces passes successives sont obtenues par un mouvement descendant et ascendant de l’outil.
Au final l’outil effectue une dernière passe de lissage, métal en référence par rapport au mandrin afin d’obtenir les caractéristiques dimensionnelles, géométriques et état de surface requis.
Fluo projection
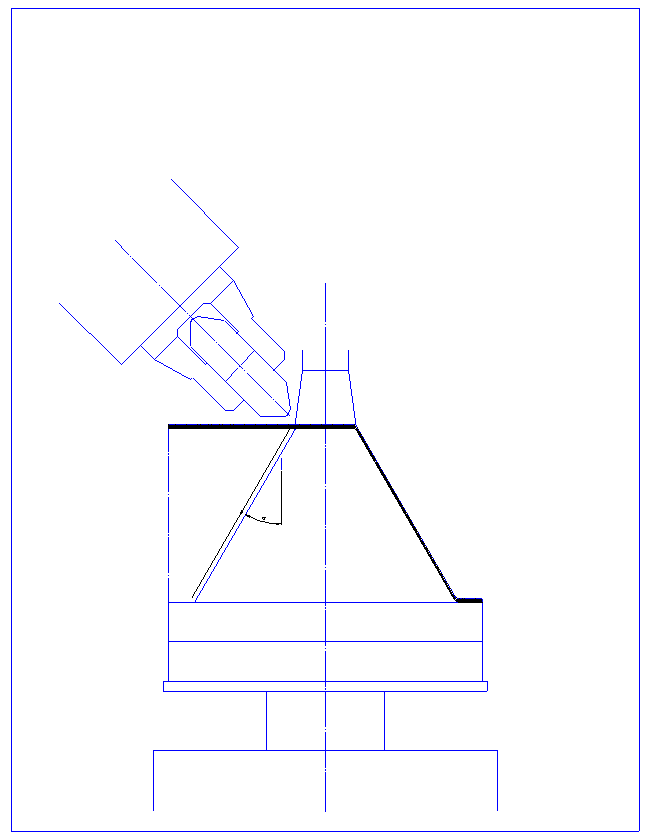
LE DISQUE OU UNE PRÉFORME (USINÉ, EMBOUTIE, FORGÉE OU MOULÉE) EST CENTRÉE ENTRE LE MANDRIN (FORME INTÉRIEURE DE LA PIÈCE À RÉALISER) ET LA CONTRE POINTE, L’ENSEMBLE EST MIS EN ROTATION PAR LA BROCHE.
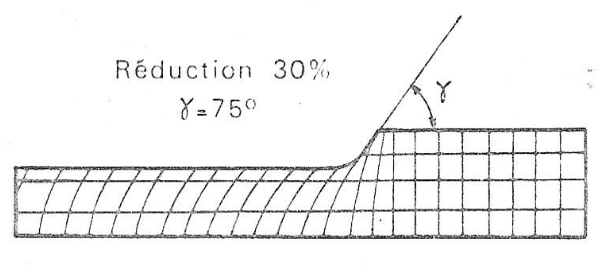
LE FORMAGE S’EFFECTUE EN UNE SEULE PASSE PARALLÈLEMENT AU PROFIL DU MANDRIN (GÉNÉRATRICE DROITE OU CURVILIGNE).
LA RÉDUCTION D’ÉPAISSEUR EST FONCTION DE L’ANGLE DU PRODIL (EF=EI.SINA)
LE DÉPLACEMENT DE LA MATIÈRE EST UNIQUEMENT AXIAL.
AU FINAL, RAPIDITÉ D’EXÉCUTION, PRÉCISION ET QUALITÉ DE LA FINITION.
Fluotournage
Le procédé de fluotournage représente aujourd’hui la technologie de formage des métaux la plus avancée par rapport aux procédés conventionnels en termes de:
Rationalisation de la matière première de départ.
Augmentation des caractéristiques mécaniques du métal de départ et fibrage des pièces.
Réduction de la masse des composants à iso résistance – Fonction du taux de réduction de l’épaisseur de départ.
Capacité à générer des composants longs / capacité de formage du métal.
Haut précision dimensionnelle et géométrique.
Etat de surface interne et externe.
Synergie avec les procédés de repoussage des métaux (base disque), d’emboutissage, de moulage, de forgeage, d’usinage pour la production des préformes de départ.
Intégration dans un processus de fabrication existant.
Rentabilité économique.
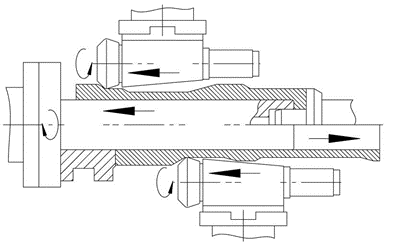
Le fluotournage consiste à former en phase plastique les métaux par extrusion ponctuelle, le flux de matière s’écoulant entre un mandrin en rotation et une ou plusieurs molettes exerçant une pression permettant la réduction de l’épaisseur initiale et l’augmentation de la longueur du composant.
Deux modes de fluotournage sont à distinguer:
Directe: (partie supérieure) – Le composant est fermé.
Indirect: (partie inférieure) – Le composant est ouvert.
Résultats de test:
Madrin cylindrique ø 96mm.
Feuille de cuivre Rm 242N/mm² – HV 86.7
Disque
ø130mm – Ep 1.2mm
Découpe plasma
Préforme
H=27mm – Ep=1.2mm
Repoussage
Produit intermédiaire
H=65mm – Ep=0.75mm
Fluotournage
Produit final
H=110mm – Ep=0.40mm
Fluotournage
Synthèse:
Taux de réduction épaisseur: 1.2mm → 0.75mm – 37.5% et de 0.75mm → 0.40mm – 46.7%. Au final de 1.2mm → 0.40mm – 66.7%
Taux d’allongement cylindrique: 27mm → 65mm – 140.7% et de 65mm → 110mm – 69.2%. Au final de 27 → 110 – 307.4%
Résistance apparente en surface: 242 → 2100N/mm² – x8.68
Aucun recuit nécessaire

Applications à l'industrie
Secteurs Industriels
Procédé
Composants types
Aérospatiale
Aéronautique
Automobile
Batiment
Chimie
Défense
Electricité – electronique
Filtration
Médical
Nucléaire
Repoussage & Fluotournage
Repoussage & Fluotournage
Repoussage & Fluotournage
Repoussage
Fluotournage
Repoussage & Fluotournage
Repoussage & Fluotournage
Repoussage & Fluotournage
Repoussage
Repoussage & Fluotournage
Réservoir, Tuyère, Coiffe Fusée
Lèvre d’entrée d’air, Arbre transmission, Vérin
Echappement, Filtre, amortisseur, roue, poulie
Ecoulement eau, purge, réduction, ventilation
Conduit étanche, réservoir
réservoir missile, tête d’ogive, charge creuse
blindage, connectique, carter
cône, corps de filtre, membrane
composants axisymétriques sans soudure/bactéries
Container, tube de stockage, étanchéité
Prestations client
L’objectif est d’apporter notre expertise IMF à vos nouveaux projets ou optimisations produits selon les prestations suivantes:
Conception Produit / procédé
Conception et fabrication d’outils
Prototypage produit pour série
Etudes et réalisations outils EDIMATE




Nb: les images de composants clients de sont pas diffusés / confidentialité.